



在全球范圍內,光纖激光器正日益受到各類工業(yè)激光應用領域的青睞。用于金屬切割的各類激光器的全球銷售額已超過11億美元,年增長率達到3–4%。2017年,全球約有7000臺鈑金切割機安裝了相應的激光器。在該市場領域,光纖激光器相較二氧化碳 (CO2) 激光器展現(xiàn)出諸多優(yōu)勢,并已逐漸穩(wěn)步取代CO2激光器。它的優(yōu)勢包括更高的加工效率、更優(yōu)異的光束質量以及加工銅與銅合金等高反射材料的能力。因此,在金屬切割領域中,光纖激光器的銷售額現(xiàn)在已經(jīng)遠超CO2激光器。

隨著金屬制品在全球經(jīng)濟中的重要性日益提高,激光器性能的改善將會顯著影響全球經(jīng)濟的增長。如今,新一代的光纖激光器開始納入更多的傳感器和診斷功能,可以實現(xiàn)很多更高級的功能,例如,SPI Laser公司推出的6kW redPOWER QUBE光纖激光器,它在PIPA-Q傳輸光纖中采用了已獲專利的激光毛細管,消除激光器中的背光反射,避免因其造成損壞或降低性能,并通過添加光電二極管實現(xiàn)系統(tǒng)監(jiān)控和保護(圖1)。
一般而言,工業(yè)激光切割系統(tǒng)的鉆孔和切割操作單獨執(zhí)行,并針對規(guī)定的材料和厚度采用固定的參數(shù)設置。通常情況下,鉆孔流程需要設定固定的停留時間,這樣不僅會降低設備的加工效率,還會影響鉆孔質量,尤其是涉及大量鉆孔操作的厚板材。然而,如果可以實時感應從工件到激光器的返回光,則有可能改進加工流程。人們通常認為背射(BR) 光是一個不利因素,但它同時也包含了切割流程的相關信息,可以用于檢測鉆孔工藝的末端流程。
目前,市場上已有的鉆孔檢測系統(tǒng)安裝于切割工作站內。而新一代的光纖激光器,如redPOWER QUBE系列激光器,內置了鉆孔檢測系統(tǒng),無需在切割頭中額外安裝價格昂貴的傳感器。
鉆孔檢測
許多現(xiàn)有的鉆孔檢測系統(tǒng)都可以在機器穿透通孔時向切割機的控制器提供即時反饋。這樣控制器便可以最大限度地縮短停留時間,快速進入切割階段。鉆孔檢測系統(tǒng)一般安裝于聚焦頭附近的切割工作站,這不僅增加了切割頭的復雜性和成本,而且光學系統(tǒng)上新增的光學表面也會降低激光的光束強度。與此同時,在切割區(qū)域附近操作時,鉆孔檢測系統(tǒng)也容易因存在的粉塵而受損。
在3m×2m規(guī)格的基板上切割骨架時,可能需要鉆2,500個孔,假設每個鉆孔節(jié)省100ms,則每塊基板的加工時間可減少超過4分鐘。采用鉆孔檢測系統(tǒng),根據(jù)基于不同材料和厚度的試驗,一般可節(jié)省10-15%的時間,因此,對于所有的高性能切割系統(tǒng)而言,投資自動化鉆孔檢測系統(tǒng)的經(jīng)濟效益顯而易見。
激光切割流程包含多個不同的階段。鉆孔是第一道工序,沿著整塊基板制作一個近乎垂直的切割正面,構成每次切割操作的起點。根據(jù)材料和基板厚度的不同,為減少鉆孔次數(shù)和工件表面上的焊渣和折皺,有時需要構建復雜的脈沖形狀和功率斜坡。同時,即使在一個鉆孔程序中,由于溫度、表面粗糙度、工件的材料質量的不同,鉆孔次數(shù)也會有很大的差別。在工業(yè)加工中,平均停留時間中會應用一個特定的安全系數(shù)(通??蛇_3倍),雖然對于大多數(shù)工件而言并沒有必要,但它可以確保每次鉆孔的穩(wěn)定性。
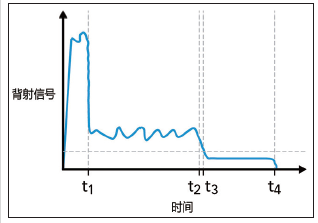
圖2. 鉆孔過程中觀察到的典型背射。
采用光纖激光器和氣輔切割頭的鈑金鉆孔與激光器鉆孔類似。工藝開始時,光束會被板材的頂部平面吸收,導致局部溫度升高,在不同的光束強度下,可能會導致板材融化和蒸發(fā)。同軸噴嘴口的壓力與蒸發(fā)金屬的蒸發(fā)壓力會形成盲孔,造成金屬熔滴向上和向外飛濺。隨著激光器光束在板材厚度方向深入,鉆孔流程持續(xù)進行。遇到盲孔(未將板材完全鉆透)時,由于所有的光束都會撞擊在板材上,向上反射的激光強度便會增加。這與穩(wěn)態(tài)切割工藝恰恰相反,它的切割正面呈一定的角度,大多數(shù)未使用的光束會穿透至板材背面。
鉆孔過程中,會發(fā)出隨時間變化的BR信號,激光器控制系統(tǒng)可以使用此信號確定鉆孔是否完成。在切割工作站內,該信息會以清晰的數(shù)字標記的形式顯示,提示鉆孔流程可以停止。圖2顯示了采用垂直的聚焦光束在板材上實現(xiàn)的鉆孔結果。該流程可被劃分為多個不同的階段:
◆從開始鉆孔到t1時間段內,BR信號強。在此期間,激光撞擊坯料表面,降低初始的反射率。
◆t1-t2時間段內,激光深入板材厚度時遭遇盲孔。由于熔池位置和形狀發(fā)生變化,BR信號變得不穩(wěn)定,但與穩(wěn)態(tài)切割相比,BR能級更高。
◆在t2-t3時間段內,鉆透板材背面時有一個過渡。
◆t3時間段后,激光器在到達t4前BR能級相對較低(但非零值)。
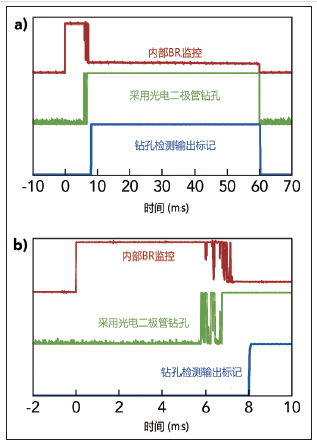
圖3顯示了鉆孔流程中真實的BR信號軌跡(檢測器最初為飽和狀態(tài))。該軌跡的條件為:采用功率為1.5kW、具有50µm傳輸光纖的激光器(光束參數(shù)產(chǎn)品= 2.0)和約100µm的焦點加工6mm不銹鋼板,光束腰置于工件表面之下。在本實驗中,將補充的檢測器放置在工件底部來確定鉆入深度。隨著補充檢測器逐漸飽和,數(shù)字鉆孔標記明顯變高,說明已鉆好通孔。重要的是,鉆孔標記在激光器關閉前會自動重置參數(shù)。
圖3. 該圖顯示了完整激光脈沖 (a) 和僅鉆孔階段(b)的背射情況。
鉆孔檢測系統(tǒng)通過識別在t3時所處的位置來運行。這樣可以啟用可編程延時,這對確保鉆孔流程的正常完成非常重要。一旦BR信號低于延時的閾值,則認為鉆孔已完成,激光器將提供可以集成至機床的鉆孔標記。由于閾值和停留時間均可編程,因此用戶可以調整設置,確保鉆孔標記根據(jù)具體的加工流程優(yōu)化,鉆孔完成后鉆孔標記升高。
在很多操作實例中,采用脈沖式激光器鉆孔可以實現(xiàn)更干凈、更容易控制的鉆孔過程。針對檢測算法選擇合適的參數(shù),鉆孔檢測標記仍將在合適點觸發(fā)。
結論
鉆孔檢測系統(tǒng)逐漸成為現(xiàn)代平板切割機的必備要素,用于確保機器優(yōu)異的性能和效率。例如,利用內置鉆孔檢測傳感器的redPOWER激光器,客戶可以選擇性價比更高的切割頭。
監(jiān)控切割流程的BR等級對設置正確的加工參數(shù)以及監(jiān)控過程質量而言,具有巨大的優(yōu)勢。由此,可以檢查并優(yōu)化鉆孔和切割操作,避免高反射板材的高能度BR。
最后,采用工件檢測系統(tǒng)可以提高激光器切割系統(tǒng)的生產(chǎn)率,確保機器擁有高加工效率并節(jié)省加工時間。模擬顯示,加工布置有真實零件構造的3×1.5m板材時,加工時間最多可減少15%。由于零件的復雜性和尺寸不同,實際時間和節(jié)省的成本甚至會更高。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們