



隨著計算機控制技術(shù)的發(fā)展,激光切割技術(shù)在鈑金類工件加工中的應(yīng)用越來越廣泛。激光切割是鈑金加工的一次工藝革命,是鈑金加工中的“加工中心”。本文針對異型工件在激光切割中產(chǎn)生的缺陷提出了解決方法并推廣應(yīng)用。
一、激光切割的特點
激光切割是用聚焦鏡將CO2激光束聚焦在材料表面使材料熔化,同時用與激光束同軸的壓縮氣體吹走被熔化的材料,并使激光束與材料沿一定軌跡做相對運動,從而形成一定形狀的切縫。激光切割技術(shù)近年來發(fā)展比較迅速,由于其具有切割尺寸精度高、切口無毛刺、切縫不變形、切割速度快且不受加工形狀限制等特點,目前已越來越多地應(yīng)用于機械加工領(lǐng)域。
激光切割機具有以下優(yōu)點。
◎精度高:定位精度0.05mm,重復(fù)定位精度0.02mm。
◎切縫窄:激光束聚焦成很小的光點,使焦點處達到很高的功率密度,材料很快加熱至氣化程度,蒸發(fā)形成孔洞。隨著光束與材料相對線性移動,使孔洞連續(xù)形成寬度很窄的切縫。切口寬度一般為0.10~0.20mm。
◎切割面光滑:切割面無毛刺,切口表面粗糙度一般控制在Ra12.5以內(nèi)。
◎速度快:切割速度可達10m/min,最大定位速度可達70m/min,比線切割的速度快很多。
◎切割質(zhì)量好:無接觸切割,切邊受熱影響很小,基本沒有工件熱變形,完全避免材料沖剪時形成的塌邊,切縫一般不需要二次加工。
◎不損傷工件:激光切割頭不會與材料表面相接觸,保證不劃傷工件。
◎不受被切材料的硬度影響:激光可以對鋼板、不銹鋼、鋁合金板、硬質(zhì)合金等進行加工,不管什么樣的硬度,都可以進行無變形切割。
◎不受工件外形的影響:激光加工柔性好,可以加工任意圖形,可以切割管材及其他異型材。
◎可以對非金屬進行切割加工:如塑料、木材、PVC、皮革、紡織品和有機玻璃等。
◎節(jié)約模具投資:激光加工不需模具,沒有模具消耗,無須修理模具,節(jié)約更換模具時間,從而節(jié)省了加工費用,降低了生產(chǎn)成本,尤其適合大件產(chǎn)品的加工。
◎節(jié)省材料:采用電腦編程,可以把不同外形的產(chǎn)品進行整張板材料套裁,最大限度地提高材料的利用率。
◎縮短了新產(chǎn)品制造周期:新產(chǎn)品試制,數(shù)量小,結(jié)構(gòu)不確定、隨時會改動,根本不能出模具,激光切割機大大縮短了新產(chǎn)品制造周期,減少了模具投入。
二、異型工件的切割缺陷
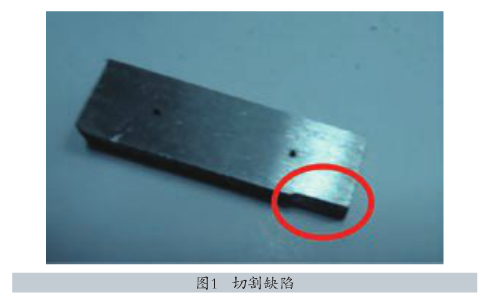
隨著數(shù)控激光切割技術(shù)的普及和應(yīng)用,發(fā)現(xiàn)一些異型零件的切割缺陷(圖1):外形尺寸小,板材厚度≥3mm的工件容易在尖角處出現(xiàn)燒融和灼燒缺陷,工件外觀和輪廓尺寸很難保證,對有些≤1.5mm的細長條工件,隨著長度和寬度的比值增加會使工件出現(xiàn)兩頭粗中間細的缺陷,工件尺寸很難滿足圖樣要求,造成無為浪費。
三、解決切割缺陷的方法
針對異型工件的幾何輪廓、參數(shù)及材質(zhì)的不同,合理選用激光切割的工藝參數(shù)及加工順序(工藝路線),采取適當(dāng)?shù)募庸し椒▉硐庸と毕荩瑥亩WC零件的加工質(zhì)量。
1.過渡引線法
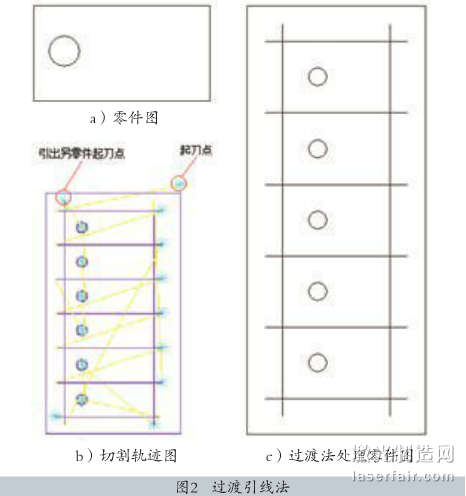
如圖2a所示零件,由于零件的尺寸小,切割速度快,起點溫度還沒來得及冷卻,就要重復(fù)切割收弧,工件切割起點和結(jié)束處燒傷嚴(yán)重,輪廓不規(guī)整很難滿足尺寸和切割面粗糙度要求,經(jīng)試驗采用如圖2c所示――把單個工件合并,一次切割多個工件用過渡法處理圖樣:把起點和結(jié)束點都引到工件以外切割廢料區(qū),避開起始點和結(jié)束點重合,徹底杜絕切割后工件燒融等缺陷。生成切割程序如圖2b所示。
2.間隔點法
2.間隔點法
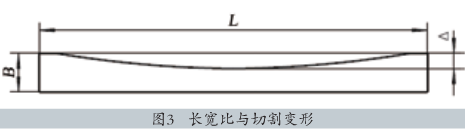
對于長寬比(L/B)較大的板類工件,隨著比值和工件厚度的不同,零件會出現(xiàn)變形,如圖3所示的切割缺陷,這對這種缺陷,應(yīng)根據(jù)板材的材質(zhì)不同,所采取的切割方法也不同。
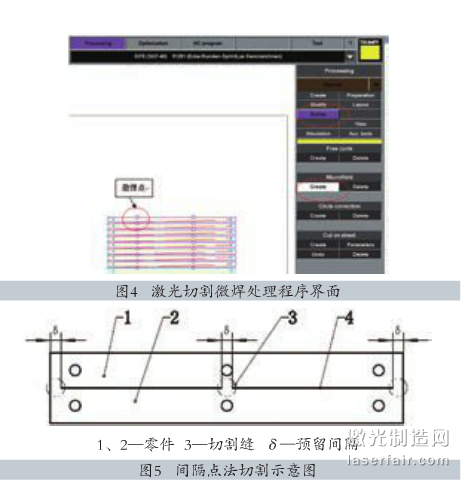
對于碳鋼板類工件,后期還需要進行化學(xué)處理或者涂漆的,切割面粗糙度要求不高的,可以應(yīng)用數(shù)控激光切割機自帶的微焊(或微連接)方法來處理。我公司使用的德國Trumpf公司的數(shù)控激光切割機,其微焊(micrweld)處理程序界面如圖4所示,依次點擊 “Create”→“Extras”按鈕即可創(chuàng)建微焊點。
對于不銹鋼類工件,由于外觀要求嚴(yán)格,微焊易引起焊接融痕且不易消除,影響零件的外觀質(zhì)量,現(xiàn)采用如圖5所示的間隔點法切割。進入用戶界面(圖6),依次點擊“Create”→“Start”按鈕即可創(chuàng)建間隔點。
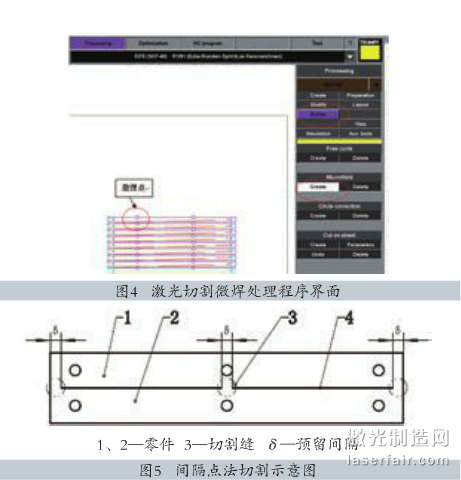
針對不同厚度T值,間距δ值也要做相應(yīng)的選擇,以便切割后兩個工件好分割且切割面不受影響。經(jīng)過多次試驗,當(dāng)T≤1.5mm時,δ=1mm;當(dāng)2mm≤T≤4mm時,δ=0.5mm。對于間隔點切割法可以推廣應(yīng)用到對稱零件的切割,如圖7所示。
對稱切割法可以減短切割軌跡,降低切割時間,避免短時間內(nèi)重復(fù)切割給工件造成的變形和燒融缺陷,起到節(jié)能降耗,提高切割質(zhì)量和切割效率的雙重功效,同時對于一些后期需要折彎的工件可以對稱排列,折彎時對稱折彎,不但尺寸精度能夠有效保證,同時也降低了由于變形和二次定位帶來的折彎累積誤差。
四、結(jié)語
在實際的激光切割加工中, 掌握和了解影響切割質(zhì)量的幾個因素,按照碳鋼板“薄板高壓高速,厚板低壓低速”、不銹鋼鋁材“薄板低壓高速,厚板高壓低速”的原則,有效地調(diào)整工藝參數(shù),就能加工出高質(zhì)量、高精度的鋼結(jié)構(gòu)件,充分發(fā)揮激光切割高效、高精度的優(yōu)勢。由于在數(shù)控激光切割中影響切割面質(zhì)量的因素很多,僅通過固定的切割規(guī)范難以獲得均勻穩(wěn)定的切割質(zhì)量。因此,合理確定工藝參數(shù)及優(yōu)化切割工件工藝性是保證激光切割質(zhì)量的關(guān)鍵。
轉(zhuǎn)載請注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀



















 關(guān)注我們
關(guān)注我們